
摘要:根據(jù)已有裝置的實(shí)際運(yùn)行情況,,通過理論論證單臺(tái)切粒機(jī)產(chǎn)量和對(duì)應(yīng)的熔體過濾器后管線壓力的比例關(guān)系,,提出了PET裝置中使用單筒式熔體過濾器時(shí)切粒機(jī)的在線自控方案,提高了裝置的自動(dòng)化程度,,優(yōu)化了生產(chǎn)工藝,,提高了產(chǎn)品品質(zhì),降低了勞動(dòng)強(qiáng)度,。關(guān)鍵詞:PET;切粒;單筒式熔體過濾器中圖分類號(hào):TQ323.41;TQ051.93文獻(xiàn)標(biāo)識(shí)碼:B文章編號(hào):1008-8261(2012)01-0056-03
0前言我公司新建的20萬tPET生產(chǎn)線采用的是四釜流程的生產(chǎn)工藝,。在PET裝置中,以前在終聚熔體過濾器的選擇上大部分采用的是在線雙聯(lián)式熔體過濾器,,此類型過濾器在切換清洗時(shí)排氣較困難,,容易引起鑄帶頭處壓力波動(dòng)。因此,,在設(shè)計(jì)時(shí)要求采用單筒式熔體過濾器,。
但單筒式熔體過濾器在使用一段時(shí)間后,會(huì)要求停對(duì)應(yīng)的切粒機(jī),,更換熔體過濾器,。由于以前國內(nèi)PET裝置切粒機(jī)的線速度控制基本采用的是現(xiàn)場(chǎng)手動(dòng)控制模式,導(dǎo)致在切粒機(jī)故障或更換熔體過濾器時(shí)切片的單粒質(zhì)量不容易控制,,影響了產(chǎn)品的品質(zhì)穩(wěn)定,。
通過對(duì)PET熔體性質(zhì)和熔體管線的研究,結(jié)合其他裝置切粒機(jī)的線速度的控制模式,,經(jīng)過研究,,提出了單筒式熔體過濾器切粒機(jī)的在線自動(dòng)控制方案。
1熔體過濾器后管道壓力和流量的關(guān)系我公司新建的PET裝置,,終聚釜的熔體經(jīng)過瑪格泵輸送后,,通過電動(dòng)六通閥18M03,再經(jīng)過5臺(tái)單獨(dú)的熔體過濾器,,分別送到5臺(tái)切粒機(jī)切粒,,流程見圖1。
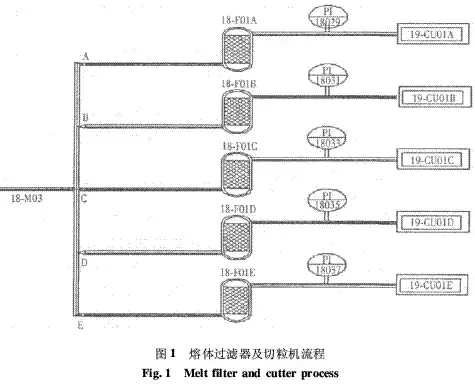
在產(chǎn)量不變時(shí),,PET熔體在管道中的流動(dòng)可以看作是定態(tài)流動(dòng),。根據(jù)柏努利方程,以1號(hào)熔體過濾器18F01A后的管作為計(jì)算對(duì)象,,假設(shè)PI18029處對(duì)應(yīng)的截面設(shè)為截面1,,19CU01A的鑄帶頭出口處設(shè)為截面2,由此列出此兩截面間的柏努利方程[1],。
式中:Z1,,Z2為截面1和截面2處的標(biāo)高離基準(zhǔn)水平面的高度;U1,U2為截面1和截面2處的熔體流速;ρ為熔體的密度;p1,,p2為截面1和截面2處的熔體管線的壓力;We1為外力對(duì)截面1處熔體所作的功;∑hf1為熔體在截面1和截面2之間的阻力損失,。(參考)
由于此兩截面處熔體管線的管徑和流量相等,則U1=U2,,同時(shí)由于此兩截面間沒有外力,,則We1可忽略,而在鑄帶頭出口處的壓力p2視為常壓,,為0(p1,,p2均用表壓表示),則由(1)式推導(dǎo)得下面的方程式:p1/ρ=g(Z2-Z1)+∑hf1,。(2)同理:在2號(hào)熔體過濾器18F01B的熔體管線上,,假設(shè)PI18031處對(duì)應(yīng)的截面設(shè)為截面3,,19CU01B的鑄帶頭出口處設(shè)為截面4,由此列出2號(hào)熔體過濾器兩截面3和4間的柏努利方程式[1]:
式中:Z3,,Z4為截面3和截面4處的標(biāo)高離基準(zhǔn)水平面的高度;U3,,U4為截面3和截面4處的熔體流速;ρ為熔體的密度;p3,p4為截面3和截面4處的熔體管線的壓力;We3為外力對(duì)截面3處熔體所作的功;∑hf3為熔體在截面3和截面4之間的阻力損失,。同理:由(3)式推導(dǎo)可得:p3/ρ=g(Z4-Z3)+∑hf3,。(4)則由(2)和(4)式推導(dǎo)可得:p1/p3=〔g(Z2-Z1)+∑hf1〕/〔g(Z4-Z3)+∑hf3〕。(5)由于Z1,,Z2,,Z3和Z4在設(shè)計(jì)時(shí)要求標(biāo)高一樣,因此Z2=Z1,,Z4=Z3,,則由(5)式推導(dǎo)得:p1/p3=∑hf1/∑hf3。(6)對(duì)于熔體流經(jīng)直徑不變的管時(shí),,管的總能量損失為[1]:
式中:∑hf管系統(tǒng)中的總能量損失/(Jkg-1);λ為管的摩擦因數(shù);L為管系統(tǒng)各段直管的總長(zhǎng)度/m;∑le為管系統(tǒng)管件的當(dāng)量長(zhǎng)度/m;d為熔體管線內(nèi)管的直徑/m;U為熔體流經(jīng)管的流速/(ms-1);由于在設(shè)計(jì)時(shí),,將熔體管線過濾器后壓力表到鑄帶頭之間的直管長(zhǎng)度L和當(dāng)量長(zhǎng)度∑le以及熔體管線的內(nèi)管直徑設(shè)計(jì)成完全一樣,則由(7)式推導(dǎo)得:
由于PET熔體在管道中的流動(dòng)屬于滯流流動(dòng),,則λ=64/Re[1],,又由于熔體的密度ρ,熔體管直徑d和熔體黏度均相同,,則由(8)式推導(dǎo)得:(∑hf1)/(∑hf3)=U1/U3,。(9)由(6)和(9)式推導(dǎo)得:p1/p3=U1/U3;由于熔體管道管徑相同,則p1/(p3)=U1/U3=Q1/Q3,。(10)所以在一定的設(shè)計(jì)條件下,,熔體過濾器后各管線的壓力和各熔體過濾器對(duì)應(yīng)的熔體流量在一定的設(shè)計(jì)條件下成正比關(guān)系。
2單筒式熔體過濾器切粒機(jī)線速度的自控應(yīng)用根據(jù)公式(10)得出的結(jié)論是熔體過濾器后熔體壓力與流量成正比關(guān)系,。根據(jù)我公司的實(shí)際情況,,提出了單臺(tái)切粒機(jī)的線速度的自控應(yīng)用。
以3號(hào)切粒機(jī)為例,。假設(shè)目前PET裝置的產(chǎn)量為FQ18010=550t/d,,要求的切片長(zhǎng)度為3mm,則組態(tài)如下:總?cè)垠w壓力TOT-PR=PI18029+PI18031+PI18033+PI18035+PI18037=2.1MPa;而此時(shí)3號(hào)切粒機(jī)的熔體過濾器后壓力PI18033=0.346MPa,。
則由此推導(dǎo)出3號(hào)切粒機(jī)熔體的流量FI19307為:FI19307=FQ18010.CPV×1000×PI18033.CPV/TOT-PR.CPV/24=3776kg/h;假設(shè)粒子長(zhǎng)度為3mm,,質(zhì)量為16.5mg,鑄帶板的孔數(shù)為120,,則3號(hào)切粒機(jī)線速度的理論值為:CPV=FI19307.CPV×0.003×1000/(120×60×BD19.DT05/1000)=3776×0.003×1000/(120×60×16.5/1000)=95m/min,。
其他幾臺(tái)切粒機(jī)的線速度也按此公式組態(tài)計(jì)算,將計(jì)算好的線速度通過通訊信號(hào)傳遞給切粒機(jī),,要求切粒機(jī)按此線速度切粒,,同時(shí)切粒機(jī)的實(shí)際線速度也通過通訊傳遞給DCS,,實(shí)現(xiàn)切粒機(jī)和DCS之間的閉環(huán)控制。
3結(jié)論(1)PET熔體管道按照一定要求設(shè)計(jì),,單臺(tái)熔體過濾器后的壓力和對(duì)應(yīng)切粒機(jī)的產(chǎn)量成正比關(guān)系,。(2)單臺(tái)切粒機(jī)的線速度和產(chǎn)量成正比關(guān)系。(3)在單臺(tái)切粒機(jī)故障檢修或更換熔體過濾器時(shí),,可通過調(diào)節(jié)熔體六通閥的開度調(diào)節(jié)單臺(tái)切粒機(jī)的產(chǎn)量,而切粒機(jī)的線速度會(huì)相應(yīng)變化,,從而PET粒子的形狀不發(fā)生變化,,了產(chǎn)品的品質(zhì)。參考文獻(xiàn):[1]姚玉英,,陳長(zhǎng)貴,,柴誠敬.化工原理[M].天津:出版社,1999.
來源:,。

設(shè)置首頁-搜狗輸入法-支付中心-搜狐招聘-廣告服務(wù)-客服中心-聯(lián)系方式-隱私權(quán)-AboutSOHU-公司介紹-網(wǎng)站地圖-全部新聞-全部博文
搜狐不良信息舉報(bào)郵箱:
器")
帶式自動(dòng)走網(wǎng)換網(wǎng)器")
器")
器")
準(zhǔn)熔體泵")
型熔體")

|

